


Reforming di acque di vegetazione di frantoi oleari
di Silvano Tosti
Generalmente il trattamento delle acque di vegetazione dei frantoi oleari è reso difficoltoso dal contenuto in fenoli che possiedono elevata attività fitotossica e battericida. Recentemente presso i laboratori dell’ENEA di Frascati le acque di vegetazione sono state trattate in un reformer a membrana dimostrando la possibilità di produrre idrogeno e metano da una biomassa altamente inquinante, oltre la capacità di abbattere il contenuto in fenoli ed altre sostanze organiche
La produzione mondiale di olio di oliva è di circa 2,5 milioni di tonnellate per anno delle quali più del 95% nel bacino del Mediterraneo e circa 80% nell’Unione Europea, in particolare Spagna, Italia e Grecia [1-2]. In Italia la superficie coltivata ad ulivo è di circa 1141 ettari con una produzione annua di olio prodotto che oscilla tra le 500 e le 700 mila tonnellate olive (dati Istat 1998) [3].
La quantità di acque di vegetazione (AV) prodotte varia da 0,5 a 1,5 m3 per tonnellata di olive lavorate: ciò corrisponde ad una produzione mondiale annua di circa 30 milioni di tonnellate. Le caratteristiche delle acque di vegetazione dipendono dal processo di estrazione, dal tipo di cultivar, dalla regione di provenienza e dalle condizioni climatiche. Il processo tradizionale di estrazione dell’olio usa delle presse idrauliche che producono acque di vegetazione più concentrate rispetto al processo di centrifugazione a tre fasi che richiede l’aggiunta di grandi quantità di acqua. Recentemente è stato introdotto un processo di centrifugazione a due fasi che ha ridotto il volume ed aumentato la concentrazione delle acque di vegetazione.
Generalmente, le acque di vegetazione hanno un pH acido (4,0-6,7) ed un contenuto in acqua superiore a 80%. Principali composti presenti sono oli e grassi (5-10 g L-1), fenoli (fino a 8 g L-1) e zuccheri (fino a 20-30 g L-1). Le acque di vegetazione costituiscono una importante fonte di inquinamento ambientale a causa degli alti valori di COD (chemical oxygen demand) e BOD (bio-chemical oxygen demand). Attualmente, lo spargimento al suolo costituisce una pratica molto diffusa che, se operata in maniera controllata, può avere sui terreni un effetto fertilizzante. Tuttavia, lo spargimento al suolo può comportare il rischio di ruscellamento e di inquinamento delle falde ed, inoltre, la normativa che lo regola è spesso di difficile applicazione ed è quindi disattesa.
In generale, i processi di trattamento delle acque reflue dei frantoi attualmente studiati consistono in processi chimico-fisici (diluizione, evaporazione, sedimentazione, filtrazione e centrifugazione), processi biologici (digestione anaerobica, digestione aerobica, processi biologici combinati, compostaggio) e processi di ossidazione [4-6]. Tuttavia, la presenza dei fenoli conferisce alle acque di vegetazione una attività antimicrobica che rende poco efficaci i trattamenti biologici mentre gli altri trattamenti risultano poco convenienti per ragioni pratiche ed economiche soprattutto tenendo conto della piccola e media scala dei frantoi oleari e della loro dispersione sul territorio.
Le acque di vegetazione: da fonte di inquinamento a risorsa energetica
La presenza di sostanza organica nelle acque di vegetazione conferisce loro la caratteristica di biomassa che può essere utilizzata a fini energetici. In particolare, la produzione di energia dalle acque di vegetazione può essere considerata CO2-neutrale con i conseguenti benefici in termini di riduzione dell’impatto ambientale. Per il processo che verrà descritto di seguito è stata depositata una domanda di brevetto [7].
Produzione di idrogeno
A livello mondiale la maggior parte dell’idrogeno viene prodotta a partire da idrocarburi attraverso tre principali processi: steam reforming, ossidazione parziale e steam reforming autotermico.
La reazione generale di steam reforming di un idrocarburo è fortemente endotermica ed è data da:
| CnHm + n H2O ↔ n CO + (n+m/2) H2 | ΔH 298K > 0 | (1) |
Mentre per la ossidazione parziale che è una reazione esotermica si ha:
| CnHm + n/2 O2 ↔ n CO + m/2 H2 | ΔH 298K < 0 | (2) |
Il reforming ossidativo risulta da una combinazione delle due precedenti reazioni (steam reforming ed ossidazione parziale) ed ha lo scopo di ridurre la quantità di calore necessaria a sostenere la reazione. Le reazioni di reforming possono essere condotte anche con alcoli (ad esempio metanolo, etanolo) ed altri composti organici (ad esempio acido acetico): in questi casi, la stechiometria delle reazioni (1) e (2) deve essere opportunamente modificata.
Tutti i processi sopra esposti sono completati dalla conversione di CO in CO2 attraverso la reazione di water gas shift che produce ulteriore idrogeno:
| CO + H2O ↔ CO2 + H2 | ΔH 298K = -41.4 kJ mol-1 | (3) |
In sostanza, attraverso una combinazione delle reazioni sopra esposte uno o più idrocarburi reagiscono con vapore acqueo per produrre principalmente idrogeno e anidride carbonica. Altre reazioni secondarie possono portare alla formazione di sottoprodotti quali principalmente metano. Queste reazioni prevedono infine la purificazione dell’idrogeno prodotto attraverso processi di separazione quale ad esempio Pressure Swing Adsorption (PSA).
Lo steam reforming del metano è attualmente un processo largamente utilizzato e fornisce circa il 70% dell’idrogeno prodotto a livello mondiale:
| CH4 + H2O ↔ CO + 3 H2 | ΔH 298K = 206 kJ mol-1 | (4) |
Anche in questo caso si opera la reazione di water gas shift per completare la conversione della CO in CO2, ottenendo così la reazione complessiva:
| CH4 + 2 H2O ↔ CO2 + 4 H2 | ΔH 298K = 164.6 kJ mol-1 | (5) |
Combinando con la ossidazione parziale si può operare con ΔH 298K ≈ 0. Un esempio di reazione che si avvicina alle condizioni auto-termiche è ad esempio:
| 3 CH4 + O2 + 4 H2O = 3 CO2 + 10 H2 | ΔH 298 K = 11 kJ mol-1 | (6) |
In generale, nei processi di steam reforming e di reforming autotermico si opera con un eccesso di acqua rispetto ai valori stechiometrici al fine di aumentare le rese di reazione e di ridurre la formazione di carbone che può ridurre la stabilità dei catalizzatori.
Reattori a membrana
Nei laboratori di Frascati è stata messa a punto una tecnologia per produrre membrane capaci di separare idrogeno ultrapuro. Queste membrane costituite da tubi in lega Pd-Ag permeabili selettivamente all’idrogeno sono state caratterizzate in prove di lunga durata dimostrando elevati flussi di permeazione ed ottima stabilità [8,9]. Le stesse membrane sono state impiegate per realizzare reattori a membrana, dispositivi in grado di operare contemporaneamente una reazione di deidrogenazione e la separazione dell’idrogeno prodotto. La simultanea sottrazione di uno dei prodotti di reazione attraverso la membrana permette di ottenere conversioni di reazione più elevate di quelle raggiunte da reattori tradizionali (non a membrana) che operano nelle stesse condizioni di pressione e temperatura (cosiddetto effetto di “shift” della membrana). In particolare, nei reattori a membrana le conversioni di reazione possono anche superare i valori di equilibrio termodinamico che costituiscono invece un limite per i reattori tradizionali. Numerosi processi che utilizzano le membrane ENEA sono stati studiati e sviluppati per la produzione di idrogeno ultrapuro mediante reforming di metano, etanolo, acido acetico ecc. [10-12].
Descrizione dell’apparato sperimentale
Le acque reflue utilizzate sono state raccolte nel periodo di ottobre 2011 da un frantoio di tipo tradizionale (a pressione) sito nel Comune di Frascati.
Trattamento e caratterizzazione delle acque di vegetazione
Le acque di vegetazione dopo la raccolta presentavano un valore di pH di 4,7 ed una densità di 1.005 g cm-3. Dopo filtrazione, le AV sono state concentrate per distillazione a pressione atmosferica ottenendo tre frazioni: un residuo liquido denso (circa 9% in peso), un distillato nell’intervallo 250-325 °C (circa il 49% in peso) ed un distillato leggero costituito prevalentemente di acqua (circa il 42% in peso). Il distillato intermedio utilizzato per le prove di reforming aveva un pH di 3,2, fenoli totali (come eq. fenolo) 23,8 mg L-1, COD di 34,28 g L-1 e TOC (carbonio organico totale) di 10,60 g L-1.
Prove di reforming
Il distillato ad alta temperatura così ottenuto è stato utilizzato come corrente di alimentazione ad un reattore a membrana prototipico descritto nello schema di Figura 1 e mostrato nella foto di Figura 2. Questo dispositivo è costituito da un tubo in lega Pd-Ag (con argento 20-25% in peso) di diametro 10 mm, lunghezza 143,7 mm e spessore di parete 0,150 mm. Il tubo permeatore è stato riempito con 10 g di catalizzatore a base di Pt (BASF SP-01 T).
Il distillato delle acque di vegetazione è stato vaporizzato e quindi alimentato nel lumen del tubo permeatore che alloggia il catalizzatore a base di Pt. Qui avvengono le reazioni di reforming che producono idrogeno che permea selettivamente attraverso il tubo permeatore e viene raccolto nel mantello del reattore a membrana da una corrente di azoto di lavaggio. La corrente che lascia il lumen della membrana (retentato) costituita dai prodotti di reazione (CO2, metano, ecc.), dall’acqua di vegetazione non reagita e dall’idrogeno non permeato viene inviata ad un condensatore (circa 0 °C) che separa la fase liquida mentre la fase gassosa è analizzata da un gas cromatografo (mod. Agilent 7820).
Le condizioni operative delle prove condotte sono state le seguenti:
- temperatura di reazione 450 °C,
- temperatura di vaporizzazione 250 °C,
- pressione di reazione 100-500 kPa,
- pressione nel mantello del reattore 100 kPa,
- portata di alimentazione costituita da 10 g h-1 di distillato ottenuto come sopra descritto e da 10 Ncm3 min-1 di azoto usato come gas di carrier,
- portata di azoto di lavaggio nel mantello del reattore di 500 Ncm3 min-1.
Risultati e discussione
Le prove effettuate presso i laboratori dell’ENEA di Frascati hanno permesso di valutare la quantità di idrogeno prodotto e permeato attraverso la membrana oltreché analizzare la composizione della corrente di retentato.
Produzione di idrogeno
La Figura 3 mostra la resa del processo espressa come quantità di idrogeno prodotto per tonnellata di AV trattata: sia la curva dell’idrogeno permeato e sia quella dell’idrogeno totale presentano un massimo in corrispondenza della pressione di 300 kPa. Questo andamento può essere spiegato dalla combinazione di due effetti opposti sulla conversione di reazione: secondo la termodinamica le reazioni di reforming sono favorite a bassa pressione mentre in accordo all’effetto di “shift” della membrana la conversione è promossa da più alte pressioni [13]. In particolare, alla pressione di 500 kPa praticamente quasi tutto l’idrogeno prodotto è separato attraverso la membrana.
In pratica, queste prove hanno dimostrato la capacità di produrre circa 2 kg di idrogeno per tonnellata di AV trattate di cui circa 1,7 kg in forma di idrogeno ultrapuro separato attraverso la membrana di Pd-Ag.
Composizione della corrente di retentato
La corrente di retentato attraverso il condensatore è separata nelle sue fasi gassosa e liquida.
Analisi del gas
I risultati dell’analisi gascromatografica della fase gassosa della corrente di retentato sono riportati in Figura 4. Sia la concentrazione di CO2 che quella di metano aumentano con la pressione soprattutto poiché per effetto della permeazione si riduce la quantità di idrogeno presente in questa corrente (idrogeno non permeato). Tuttavia, sebbene a 500 kPa nel retentato le concentrazioni di CO2 e metano sono rispettivamente circa il 70% e 9% in volume, le quantità assolute si riducono come riportato nella Tabella 1.
TABELLA 1
Prodotti del processo di reforming per tonnellata di AV trattata
|
pressione kPa |
idrogeno totale (permeato + retentato) kg |
idrogeno nel retentato
|
Metano kg |
Anidride carbonica
|
|
100 |
1,88 |
0,55 |
0,68 |
15,03 |
|
300 |
2,08 |
0,39 |
0,62 |
12,16 |
|
500 |
1,65 |
0,09 |
0,29 |
6,15 |
Analisi del liquido
L’analisi della fase liquida è stata effettuata per prove di reforming condotte con portata di alimentazione di 5 g L-1 di distillato di AV. I risultati di queste analisi hanno messo in evidenza una significativa riduzione del contenuto in fenoli che hanno raggiunto il valore di 13,7 mg h-1 mentre i valori di COD e TOC non hanno subito una variazione significativa.
Conclusioni
Le prove sperimentali condotte hanno permesso di verificare la efficacia del processo di reforming delle acque di vegetazione per produrre idrogeno e metano. L’utilizzo di un reattore a membrana permette di recuperare la maggior parte dell’idrogeno prodotto in forma di gas ultra puro. E’ stato inoltre verificato che il processo studiato permette di ridurre significativamente anche il contenuto in fenoli.
In una versione più generale il processo di reforming può essere realizzato in un reattore tradizionale: in questo caso si produce idrogeno in miscela con gli altri gas (CO2 e metano) ma si evitano i costi relativi all’utilizzo delle membrane in lega di palladio.
Un altro aspetto importante per la realizzazione del processo riguarda i costi di gestione legati ai consumi energetici. Questi sono relativi alla necessità di fornire calore per la concentrazione delle AV mediante distillazione e per la vaporizzazione delle stesse prima della alimentazione del reforme. Quindi altro calore è necessario per sostenere la reazione di steam reforming (fortemente endotermica). Quest’ultima quantità di calore può essere ridotta operando il reforming con aria (o ossigeno) in maniera da approcciare condizioni auto-termiche anche se in questa maniera si riduce la resa in idrogeno. Inoltre, i costi di gestione possono essere ridotti o annullati realizzando opportuni recuperi termici tra le varie fasi del processo come pure considerando delle varianti in cui si utilizza il calore proveniente dalla combustione delle sanse e dalla combustione della corrente gassosa prodotta dal reformer.
Infine, il processo trovato può essere impiegato per trattare altre biomasse potenzialmente inquinanti quali acque reflue dell’industria alimentare (i.e. caseifici).
Le attività future riguarderanno lo studio del processo di reforming delle AV sotto diverse condizioni operative (variazione della temperatura, uso di un reformer tradizionale, studio di reforming ossidativo/auto-termico) e lo sviluppo di un dispositivo che integri le fasi di concentrazione delle AV mediante distillazione e la loro vaporizzazione con il processo di reforming. Tale dispositivo dovrebbe avere lo scopo di rendere l’impianto di trattamento delle AV di facile applicazione ai frantoi di scala medio-piccola molto diffusi in Italia.
Ringraziamenti
Il lavoro sperimentale è stato condotto presso i laboratori dell’ENEA di Frascati nell’ambito di una tesi di laurea e tirocinio formativo con il Dip. di Ingegneria Idraulica ed Ambientale dell’Università di Napoli Federico II.
Si ringrazia il Dr. L. Pontoni per le analisi delle acque di vegetazione condotte presso i laboratori dell’Università di Napoli Federico II.
Bibliografia
[1] E. De Marco, M. Savarese, A. Paduano, R. Sacchi, Analytical, Nutritional and Clinical Methods – Characterization and fractionation of phenolic compounds extracted from olive oil mill wastewaters, Food Chemistry 104 (2007) 858–867
[2] A. Coz, M. Villegas, A. Andres, J.R. Viguri, D. Mantzavinos and N.P. Xekoukoulotakis, Management scenarios for olive oil mill waste based on characterization and leaching tests, J Chem Technol Biotechnol (2011) (wileyonlinelibrary.com) DOI 10.1002/jctb.2677
[3] E. Bonari, N. Silvestri, L. Ercoli, Acque di vegetazione dei frantoi oleari, in Utilizzazione agronomica dei reflui agro-alimentari, pp.65-80 – Edizioni ETS - ISBN: 978 8846672096-02 (2008)
[4] P. Paraskeva and E. Diamadopoulos, Technologies for olive mill wastewater (OMW) treatment: a review, J Chem Technol Biotechnol 81 (2006) 1475–1485
[5] P.S. Blika, K. Stamatelatou, M. Kornados, G. Lyberatos, Anaerobic digestion of olive mill wastewater, Global NEST Journal 11 (2009) 364-372
[6] E. Eroglu, I. Eroglu, U. Gunduz, M. Yucel, Comparison of physicochemical characteristics and photofermentative hydrogen production potential of wastewaters produced from different olive oil mills in Western-Anatolia, Turkey, Biomass and Bioenergy 33 (2009) 706–711
[7] S. Tosti, M. Sansovini, Processo di Trattamento di Acque di Vegetazione di Frantoi Oleari mediante Reazioni di Reforming, e Relativo Impianto, Domanda di brevetto per invenzione industriale n. RM2012A000548 del 09.11.2012
[8] S. Tosti, L. Bettinali, Diffusion Bonding of Pd-Ag Membranes, J. of Materials Science 39 (2004) 3041-3046
[9] S. Tosti, A. Basile, L. Bettinali, F. Borgognoni, F. Chiaravalloti, F. Gallucci, Long-term tests of Pd–Ag thin wall permeator tube, Journal of Membrane Science 284 (2006) 393–397
[10] S. Tosti, A. Basile, F. Borgognoni, V. Capaldo, S. Cordiner, S. Di Cave, F. Gallucci, C. Rizzello, A. Santucci, E. Traversa, Low temperature ethanol steam reforming in a Pd-Ag membrane reactor - Part 1: Ru-based catalyst, Journal of Membrane Science 308 (2008) 250-257
[11] S. Tosti, Overview of Pd-based membranes for producing pure hydrogen and state of art at ENEA laboratories, International Journal of Hydrogen Energy 35 (2010) 12650-12659
[12] F. Borgognoni, S. Tosti, M. Vadrucci, A. Santucci, Pure hydrogen production in a Pd-Ag multi-membranes module by methane steam reforming, International Journal of Hydrogen Energy 36 (2011) 7550-7558
[13] S. Tosti, C. Accetta, M. Fabbricino, M. Sansovini, L. Pontoni, Reforming of olive mill wastewater through a Pd-membrane reactor, International Journal of Hydrogen Energy (2013), DOI 10.1016/j.ijhydene.2013.06.027
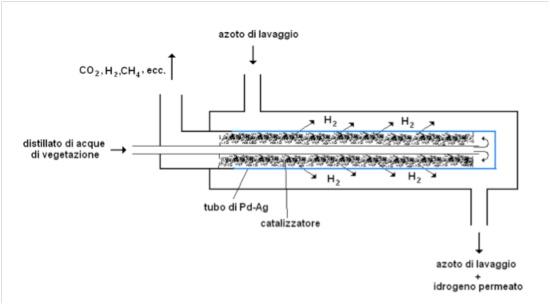
FIGURA 1 - Schema del reattore a membrana utilizzato per le prove di steam reforming delle acque di vegetazione
FIGURA 2 - Foto del reattore a membrana utilizzato per le prove di steam reforming delle acque di vegetazione
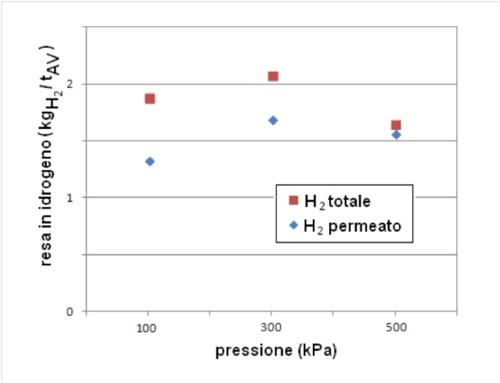
FIGURA 3 - Reforming delle acque di vegetazione: resa in idrogeno vs. pressione
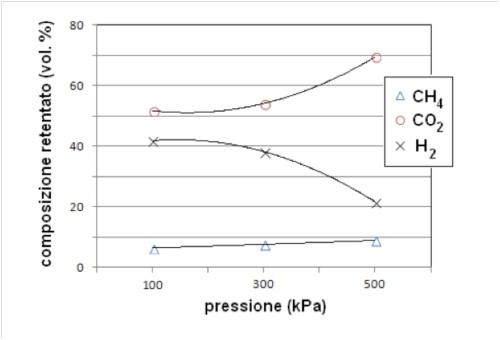
FIGURA 4 - Reforming delle acque di vegetazione: composizione della corrente di retentato vs. pressione